

1. 埋植螺母的優點:
- 便於裝配和拆卸
- 提供較高的扭力和拉拔力:提供較高的重複使用性
- 較高的鎖緊力
- 較短的長度空間:簡單的螺柱結構
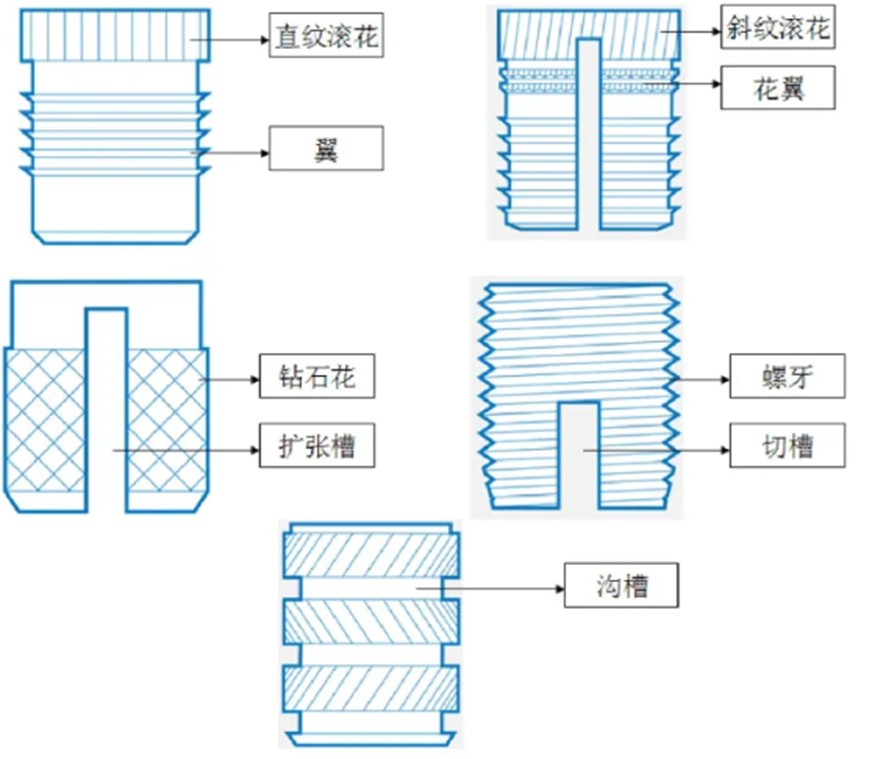
- 直紋滾花:扭力性能好,但拉拔力較差;斜紋滾花:較小的滾花面積、滾花深度容易控制、埋植時有白動導向功能扭拉力綜合性能良好
- 鑽石花:加大的滾花面積、滾花較淺、難以控制埋置工藝、不太適合熱熔工藝、在超聲波工藝上表現良好
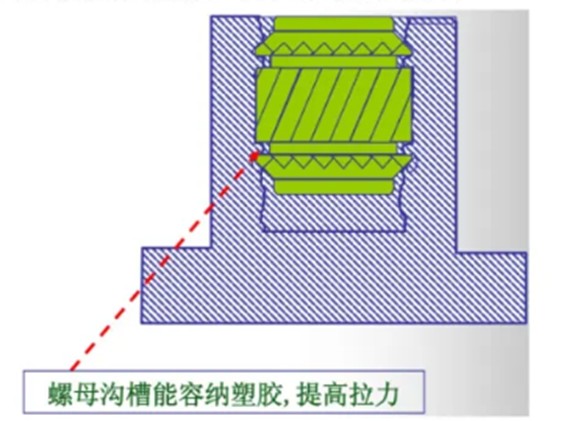
- 溝槽:螺母溝槽能容納塑膠,提供螺母的拉拔力;
- 翼和花翼:提高螺母的拉拔力
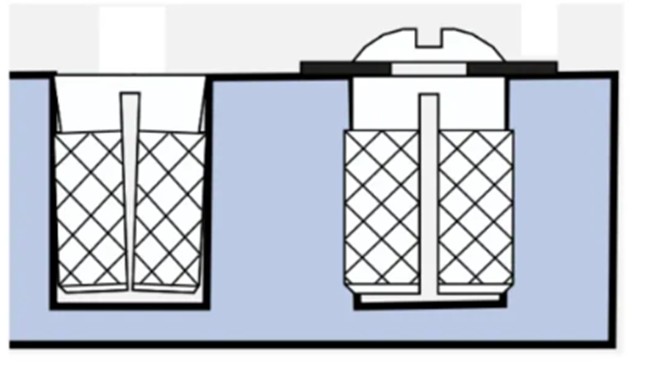
- 擴張槽:提供螺母埋植時相內的變形空間,如下圖所示:
- 螺牙:螺母可通過自攻螺牙來進行埋植:
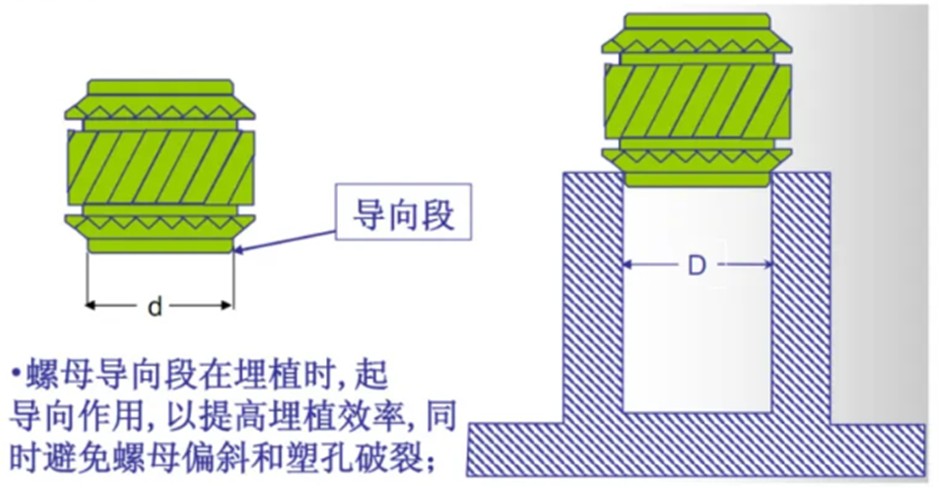
3. 螺母的導向
螺母埋置時,必須有良好的導向,以提高埋置效率,同時可避免螺母偏斜和膠柱破解:一般的螺母本身都在端部倒了斜角來提供導向,膠柱上就不用再做斜角導向.
4. 螺母常用材質
- 黃銅
- 碳鋼
- 不銹鋼
- 鋁合金
5. 螺母的埋植方式
銅螺母埋入塑膠件有幾種方式,模具成型預埋、熱壓、超聲波壓入、冷壓及白攻牙等幾種方式。
I. 注塑螺母
在注塑前把銅螺母放入模具內一體注塑成型。由於螺母和塑膠的收縮係數不同,容易產生殘餘應力:而且操作環境較惡劣,效率較低。
II. 熱壓螺母
熱熔工藝是加熱銅螺母到一定溫度,使塑膠軟化,然後壓入,這種方式產生的內應力較小,而且螺母的扭拉力效果也很好。熱熔埋植是最常見、最通常的埋入方式,一般使用熱熔機或手工電烙鐵來進行操作。
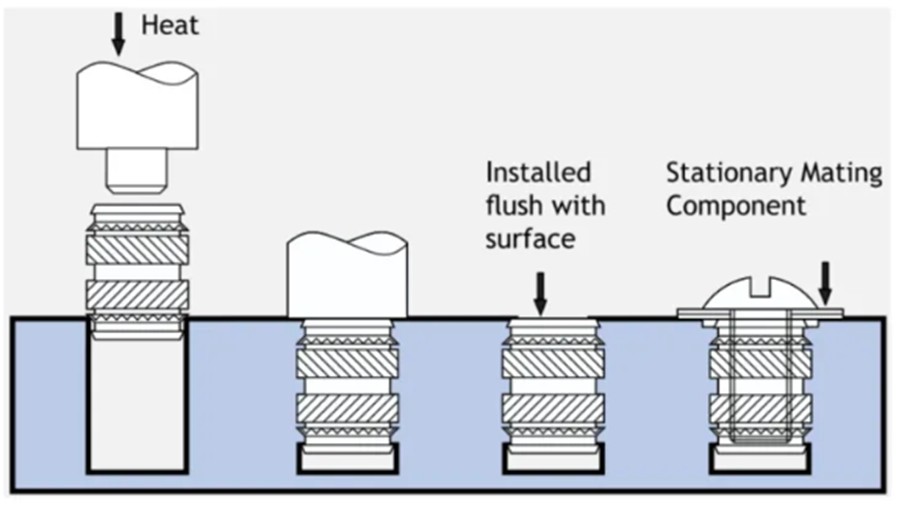
關鍵控制參數
- 熱壓頭溫度
- 預熱時間
- 埋植時間

III. 超聲螺母
超聲埋植是一種通過超聲振動,使螺母與工件表面間的磨擦而使傳處到介面的溫度升高,當溫度達到此塑件自身的軟化溫度時,將螺母埋於膠件中,當震動停止,工件同時在一定的壓力下冷卻定形。
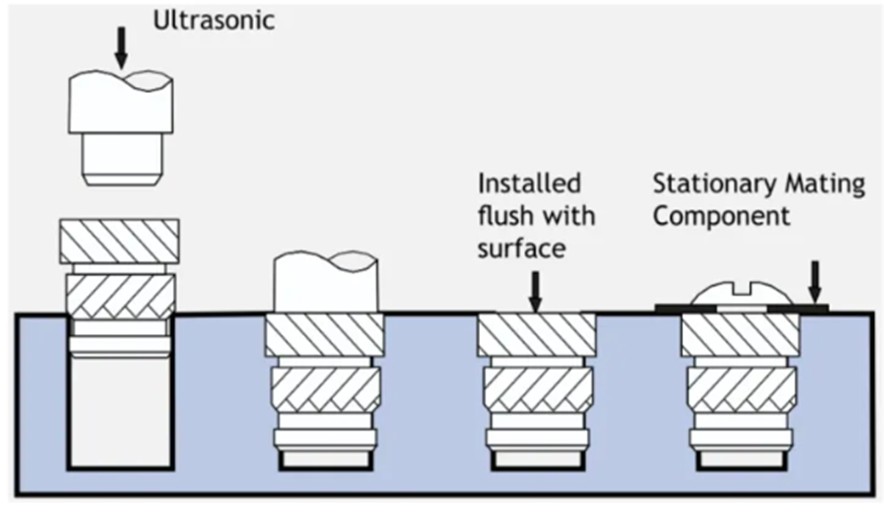
關鍵工藝參數:
- 超聲波頻率:20-80kHZ:
- 振幅:40-100μm
- 振動時間
- 埋植時間
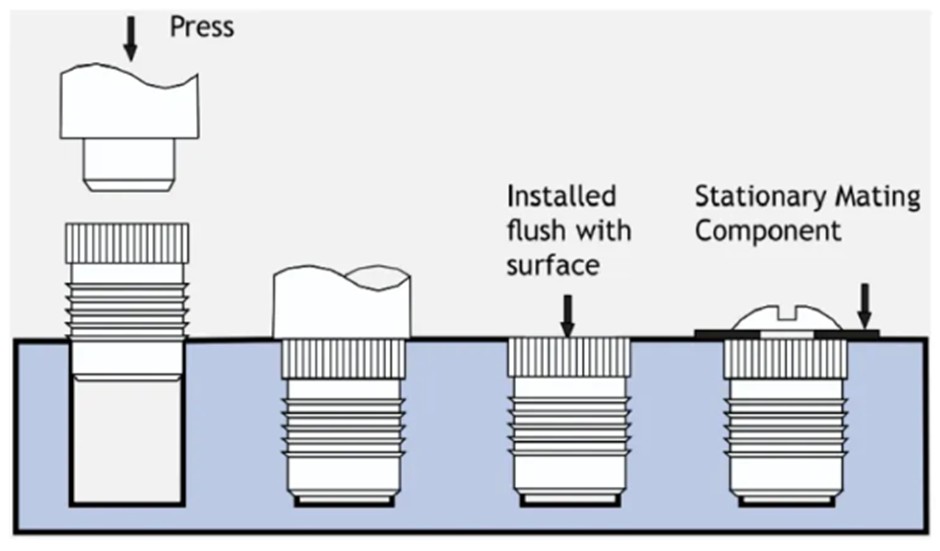
IV. 冷壓
不對螺母進行加熱,而是直接利用壓力將螺母壓入膠柱內。通過這種方式埋植的螺母抗扭力和拉力均較低,適合受力不大的場合。
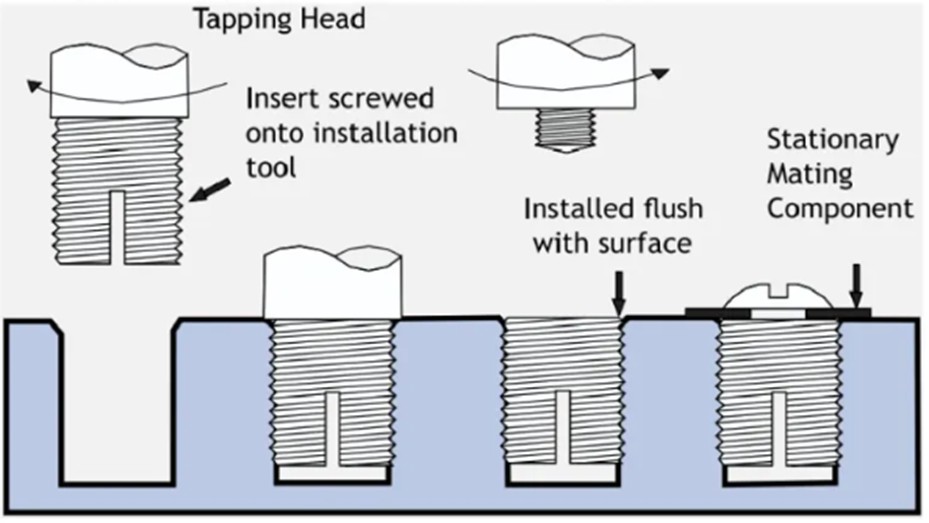
V. 自攻牙
使用扳手把螺母擰入,相當於對塑件攻出一段螺牙
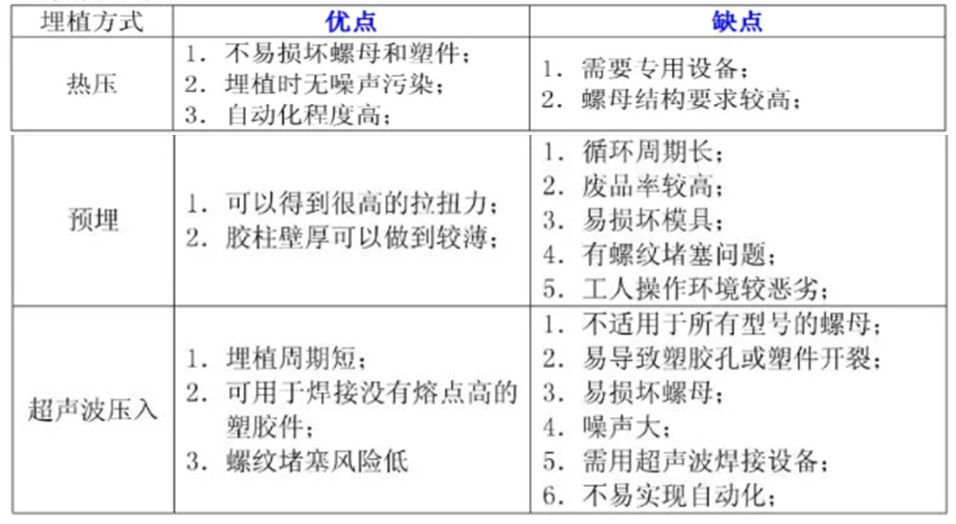
目前用的較多的埋植方式是熱壓、模內預埋及超聲波壓入,下表是三種方式的優缺點對比:
6. 影響熱壓螺母使用品質的因素
- 設計:(1)螺母類型的選擇;(2)膠柱的結構設計:
- 工藝:(1)注塑工藝;(2)熱壓工藝;